There is a high level of complexity and multiple challenges involved in the design, manufacture, and testing of valves for high-pressure environments and valves for cryogenic environments.
 So what happens when valves need to meet the demands of both high-pressure and cryogenic applications? For example, in the case of pumps used to supply Liquid Natural Gas (LNG) or Compressed Natural Gas (CNG) to marine vessels. Well, in such cases, the stakes are even higher and the challenges more significant. That’s why only a handful of companies around the world have the capabilities and expertise to manufacture these valves – and Habonim is a leading one.
So what happens when valves need to meet the demands of both high-pressure and cryogenic applications? For example, in the case of pumps used to supply Liquid Natural Gas (LNG) or Compressed Natural Gas (CNG) to marine vessels. Well, in such cases, the stakes are even higher and the challenges more significant. That’s why only a handful of companies around the world have the capabilities and expertise to manufacture these valves – and Habonim is a leading one.
In this blog post, we will be describing these complexities, which include technical, regulatory, testing, and safety challenges, as well as how we leverage our proven experience and comprehensive in-house capabilities in both high-pressure and cryogenic valves to overcome these challenges.
Designing valves that can withstand extreme pressure and cryogenic temperatures
 High-pressure cryogenic valves need to reach required sealing levels under high-pressure conditions and in environments characterized by extremely low temperatures. And, they need to do this while reaching optimal operating torques and under diverse operating conditions.
High-pressure cryogenic valves need to reach required sealing levels under high-pressure conditions and in environments characterized by extremely low temperatures. And, they need to do this while reaching optimal operating torques and under diverse operating conditions.
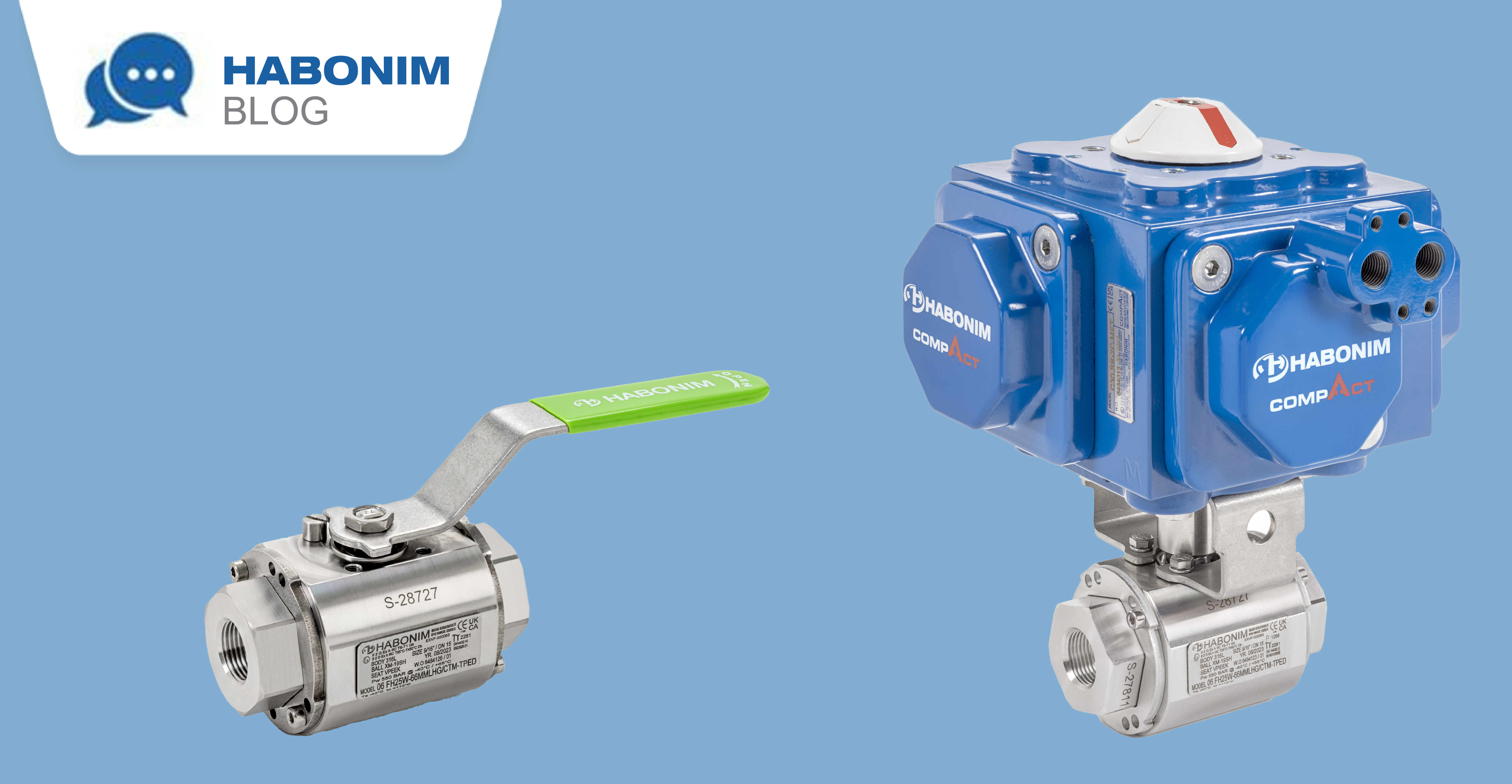
In terms of extreme pressure conditions, the valves need to work efficiently and secure seal tightness in both low and high pressures, and to open and close under full ΔP. Our high-pressure valve series is based on a floating ball technology specially built for endurance and reliability with a design pressure of up to ANSI Class 2500 (414 bar / 6000 psi). These valves have an integrated spring-loaded seat that compensates for extreme pressure changes and enables full sealing in these conditions. In addition, an optional hybrid seat that encapsulates a polymeric seal in a metal case can be integrated to enable the valve to open and close under full ΔP and maintain reliable sealing for a considerable usage period. Habonim also offers a tough line of metal-seated valves for particularly severe environmental conditions and media such as those typical of aerospace applications, where valve safety is critical.
High-pressure valves for cryogenic applications need to also withstand temperatures down to -196° C (-321° F), which are characteristic of the processing, storage, shipment, and distribution of industrial gases in liquid phase and of Liquid Natural Gas (LNG). As valves are constructed from different materials with varying contraction ratios, we take this into careful consideration when designing our valves for cryogenic environments. This ensures optimal functionality, full sealing, and constant valve torques over a wide range of changing temperatures [from +30°C (86° F) down to -196° C (-321° F)).
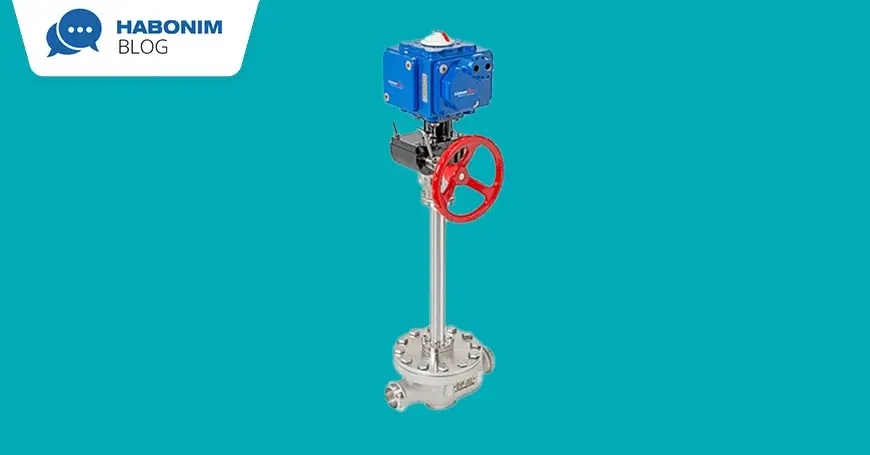
These challenges are even more significant in the case of small bulk LNG, as system components need to also be small and lightweight. In addition to our proven cryogenic valves, we also manufacture and supply unique, fast-action COMPACT™ pneumatic actuators, which offer double the power for the same size actuator or half the size for the same amount of power. This enables us to offer integrated, compact, and highly-efficient solutions that excel wherever small-footprint and low-torque solutions are required in the natural gas industry.
Testing valves in simulated conditions
 The testing of these valves is also challenging as it needs to be done under simulated and controlled high-pressure and cryogenic conditions. With a commitment to supplying the highest-quality solutions, we use our wide range of in-house laboratories and equipment to perform strict testing that often exceeds the required standards on high-pressure and cryogenic valves. We also make every effort to adhere to the relevant laws, standards and regulations to preserve the environment (ISO-14001), and to promote occupational health and safety for employees (ISO-45001).
The testing of these valves is also challenging as it needs to be done under simulated and controlled high-pressure and cryogenic conditions. With a commitment to supplying the highest-quality solutions, we use our wide range of in-house laboratories and equipment to perform strict testing that often exceeds the required standards on high-pressure and cryogenic valves. We also make every effort to adhere to the relevant laws, standards and regulations to preserve the environment (ISO-14001), and to promote occupational health and safety for employees (ISO-45001).
In order to meet the relevant cryogenic standards, we test our valves according to the BS 6364 standard. To do this, we immerse the valve in liquid nitrogen and wait for the temperature to stabilize at -196° C (-321° F). We then use helium gas and a helium detector to check if there is any outbound leakage from the valve’s encasing, and a flow meter to test that internal line sealing leakage does not exceed the maximum allowed levels specified in the standard. In addition, we test the operating torque at minimum temperatures to ensure design compliance, and full compatibility with the actuator when used.
In order to simulate and test valve performance under real environmental conditions, as well as the effect of the temperature on the valve across the full temperature stabilization graph, we perform inline tests using liquid nitrogen and examine the effect on the sealing and torque of the valve when its materials contract.
The tests are done frequently on a wide range of valves and sealing materials at our in-house testing labs. In addition, we invest consistently in developing new materials that facilitate the design of superior sealing over time, and lower and more stable torques.
Meeting industry standards and safety requirements
Our high-pressure cryogenic valves are designed, manufactured and tested according to general industry quality system standards such as API-6D (no: 6D-1278) and ISO 9001 Quality Management, as well specific standards such as:
- Cryogenic and compressed gas applications
- TPED 2010/35/EU regulation for products used to transport liquid and compressed gas. Some of the product lines for this segment also undergo type approval by external notified bodies.
- Design, testing, and inspection of these products are done in accordance with BS 6364:1984 (amendment 3), testing EN 14432:2014, and testing EN 1626-2008.
- Products for cryogenic applications are cleaned and assembled according to international standards specific to this segment (ASTM A380, CGA G-4.1, and EN 12300) to eliminate ignition hazards.
- High-pressure applications – CE-PED 2014/68/EU for pressure equipment.
- Oil & Gas segment – API Spec Q1 standard for products supplied to this sector.
- Marine sector – Valves designed for the marine sector are certified through various type approvals by international notified bodies such as Lloyd’s Register (LR), DNV-GL, ABS, Bureau Veritas (BV), RINA, and Korean Register (KR).
- Explosive and fire-hazard environments – Fire-safe API 607 and ISO 10497, API 6FA, and ATEX 2014/34/EU standard.
In addition to complying with these standards, Habonim also integrates specific safety features for high-pressure and cryogenic applications. For example, Emergency Shutdown (ESD) to enable the safe shutdown of gas flow in the case of an emergency or system failure; a double-body sealing for body-to-ends and for body-bonnet superior atmospheric sealing; and an all fire-safe design that is tested and certified according to API 607 and ISO 10497.
All of our solutions for the LNG industry also feature our superior integrity package – Total HermetiX™.
 Overcoming the challenges so that you get the reliability you need
Overcoming the challenges so that you get the reliability you need
To recap, designing and manufacturing high-pressure cryogenic valves involves a high-level of complexity and multiple technical challenges. These include the need to design them so that they seal and operate efficiently (open and close) under full ΔP of high and low pressures, and in unstable cryogenic temperatures with minimal torques.
Habonim is proud to be a leader amongst the select few suppliers that have the expertise and capabilities to overcome these challenges. Our long-term track record, dedicated team, and ability to offer end-to-end, in-house support from the initial planning stages through to certification, has enabled us to supply valves with TAC and 3.2 witnessing (DNV-GL, BV, LR, and RINA) for unique projects in the Aerospace, Chemicals Maritime and Oil & Gas segments.
Join the leading companies that trust HABONIM’s high-pressure cryogenic valves in their critical-performance applications. We’re here to help so contact us if you need support.