As the world grows and economies develop, future demand for energy will continue to grow dramatically. The International Energy Agency and many others predict that the world’s total energy demand will grow by 35% in 2030 higher than it is today, and oil/natural gas are expected to account for nearly 60% of total energy through 2030. This implies that fugitive emissions must be minimized in order to preserve scarce resources and address the global climate challenge.
Worldwide, fugitive emissions from equipment leaks such as valves, and pumps, contribute to over 1 million metric tons of volatile organic compounds/hazardous air pollutants (VOC/HAP) per year.
Pumps/compressors account for 10%, flanges-5%, tanks-10%, valves-60%, and relief valves-15%. Valves which account for 60% of fugitive emissions presents the greatest opportunity for reducing fugitive emissions.
What are Fugitive Emissions?
Fugitive emissions or FEs refer to the unintended release of environmentally harmful gases or vapors from industrial activities or facilities. In a typical facility most emissions are from valves and connectors, the most prevalent components, which often number in the thousands. Seal or gasket failure due to normal wear or improper maintenance is the major cause of these valve emissions. Besides contributing to the loss of salable product, fugitive emissions pose a risk to the health and safety of workers as well as to the surrounding communities.
Short Overview of FE Regulations for Valves
In October 1948, the mill town of Donora, Pennsylvania was covered by a toxic smog unintentionally released by the local steel manufacturing facilities. After five days, the toxic gases resulted in the sickening of thousands and death of 20 in the community. Now considered one of the worst air pollution disasters in the nation’s history, the “Donora Incident” demonstrated the need for air pollution control and lead to the creation of the first clean air programs in the US.
In response to worsening industrial pollution the Environmental Protection agency (EPA) introduced the US Clean Air Act, the first federal legislation regarding air pollution control. Germany also began instituting air pollution control regulations in 1964 titled, “Technical Instructions on Air Quality Control” (Technische Anleitungzur Reinhaltung der Luft), or commonly referred to as the TA Luft.
In order to reduce the emission of fugitive VOCs and HAPs, the EPA instituted Leak Detection and Repair (LDAR) regulations, and EPA determined that many facilities were under-reporting emissions, failing to implement Method 21 sufficiently to meet emission reduction targets. Below are examples of the most famous and used fugitive emissions valve standards in the world:
1. American Petroleum Institute Standards (API)
• API 622 – “Type Testing of Process Valve Packing for Fugitive Emissions”. This is a test of the valve packing only.
• API 624 – “Type Testing of Rising Stem Valves Equipped with Graphite Packing for Fugitive Emissions”. This test evaluates the total performance of the valve, not just the valve packing. The packing used in an API 624 test must have passed API 622 requirements.
• API 641 – “Type Testing of Quarter-turn Valve for Fugitive Emissions”. This is the type test for quarter turn valve designs evaluating low emissions performance over an accelerated life cycle. The packing used in an API 641 test must have passed API 622 requirements.
2. ISO standards (most commonly used in Europe)
• ISO 15848-1 “Type Testing for prototype Valve”. Specifies testing procedures for evaluation of external valve leakage.
• ISO 15848-2 “Production Testing of the Valves” Specifies test procedures for the evaluation of external valve leakage during mass production.
Foremost, it is good to notice that direct comparison of these standards is challenging, as they all rely on their own testing procedures. The most important variables are the test fluids, detection methods for leakage, and leakage limits.
The test fluid basically may be either helium or methane. Helium is a very permeable and safe gas to use, whereas methane has neither of these qualities. Due to these differences and precautions when using methane, leak test results are not strictly comparable.
Further differences exist in the procedures among the standards. These include different testing temperatures, temperature cycling and the number of operational cycles before the test data is collected. Moreover, some standards allow for more interpretation of the test results, and some less.
To top it all, the emission limits set out by the different standards also vary and use differing units.
All the above requires the manufacturer to constantly monitor changes in standards and requirements of fugitive emissions, as well as carefully approach the choice of the valve’s manufacturers and suppliers.
Due to this very dynamic process, Bazan Group (Haifa petroleum group) has developed internal standards for the selection of valves and stem packages in according to the latest versions of fugitive emission standards. “Our high-level requirements to valve stem sealing systems and careful selection
of suppliers, enables us to save the environment from gas pollution, safe production costs and avoid penalties.”
Applications in Chemical & Petrochemical
Fugitive Emissions (FE) regulations require chemical and petrochemical plants to monitor valves (as well as other equipment) for leakage. Non-compliance with these regulations may result in heavy penalties.
Until a certain point in history (late 80s, early 90s), there were no single standard defining the limitations and testing parameters for valve manufacturers that meet the requirements for the plants.
These very strict requirements caused valve manufacturers to approach international standard-setting bodies in the world to develop Fugitive Emission equivalency and testing methods for valves. As a result, there are certain FE standards for valve producers, among them ISO 15848-1 and API 641
(see above) are the most required currently for ball valves.
Managing Valve Stem Seal & Component Leakage
The main source for valve leakage is in its stem packing, and to achieve compatibility with the above standards in tightness, many valves manufacturers work in collaboration with stem packing developers and producers.
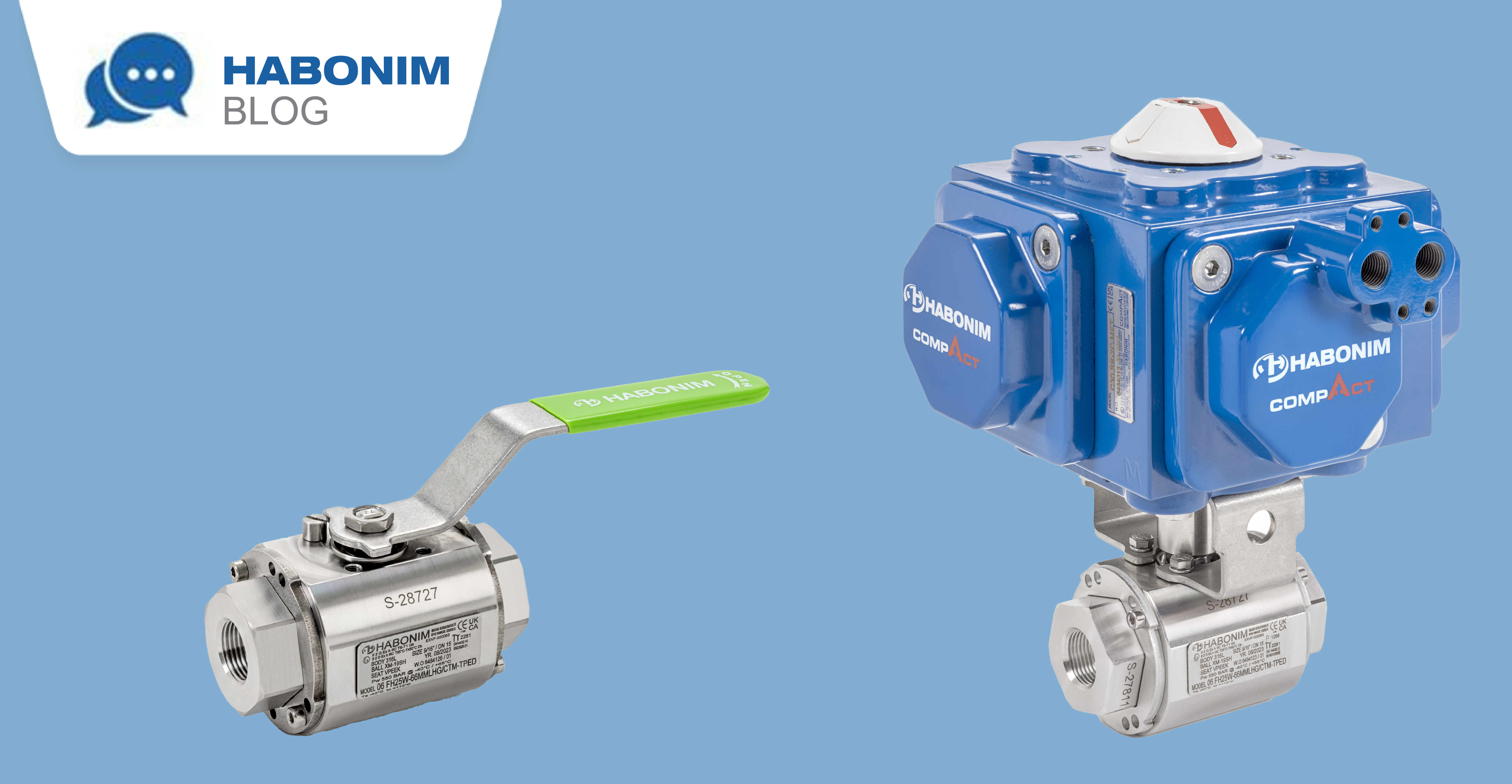
At Habonim, the company developed their own special design to fulfill FE requirements. The design includes polymeric parts which are directly responsible for tightness, and the valve body and the metal parts of the stem packing (see Figure 1).
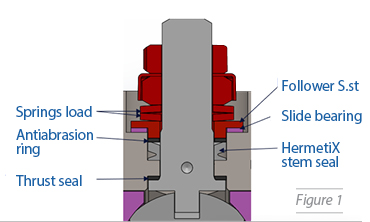
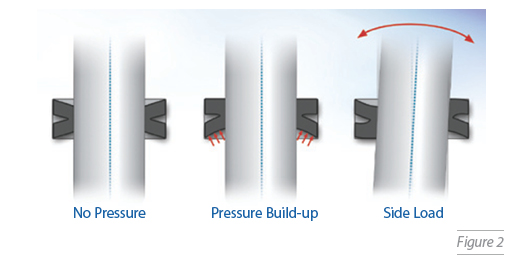
A special feature of this design is a seal called HermetiX, which has a symmetrical design reminiscent of the letter X and has excellent adaptability to the sealing surfaces and to various external forces and pressures. For example, the seal behaves equally well both when there is internal pressure in the valve and when the operator mechanically acts on the stem, causing side loads (see Figure 2).
Due to this design and a high level of adaptation to sealing surfaces, Habonim valves have a high level of tightness and have received the ISO 15848-1 and API 641 certification.
Another feature of this design is the fire safe resistance of the graphite-free stem. This characteristic is achieved using a special combination of metallic and polymeric elements and are indispensable in all cases where the purity of the process specified by the customer, does not allow any level of graphite to be present.
As mentioned above, stem seals are the main contributor to fugitive emissions. At the same time, 20% of the emissions are coming from other connections and joints, such as valve components: covers, bonnets, ends, etc.
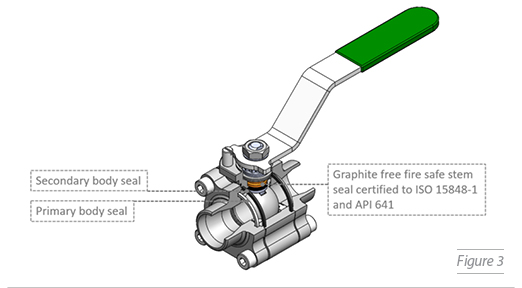
To improve such connections, a double seal is used. The outer seal (graphite) plays a fireproof role while the inner one (polymer) protects the process from contamination. The double seal of the component joints together with the HermetiX type seal, form a common and unified concept for all the company’s products called Total HermetiX.
This concept allows the manufacture and supply of a product that meets the most stringent customer requirements and global standards, providing reliable protection and prevention from the release of fugitive emissions up to 100ppm through the stem, and up to 20ppm through the seal of the valve
components. The Total HermetiX concept is shown in Figure 3.
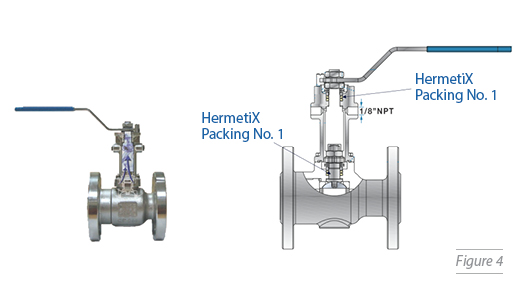
In the event that FE is limited to 50ppm through the stem by the plant (equivalent to a Bellow seal level),
company valves can be fitted with an optional device that acts as a second barrier to the emission.
The device shown in Figure 4, is an additional bonnet with a stem that transfers rotation to the main valve stem, hermetically fixed to the valve. As with the main stem, the stem of the device is protected by the packing system. Additional 1/8-inch connections allow a variety of equipment to be connected, such as sensors and pressure gauges that signal the presence of a leak through the main stem.
Habonim and Bazan Group join some of the world’s top innovators in valve space as companies continue to develop their own internal standards for the selection of valves and stem packages and evolve the design of such components to keep abreast of the ever-changing regulations for industrial fugitive emission control.
<< Learn more about HermetiX >>